Способ восстановления роликов. Ролик машины непрерывного литья заготовок Наплавка в защитном газе
Изобретение относится к области ремонта сваркой и может быть использовано при ремонте роликов машин непрерывного литья заготовок, роликов рольгангов горячей прокатки и других деталей металлургического оборудования.Ролики зоны вторичного охлаждения эксплуатируются в сложных условиях - в условиях циклического термомеханического воздействия со стороны слитка, окислительного воздействия охлаждающей жидкости, абразивного действия окалины слитка и др. В результате ролики быстро выходят из строя вследствие износа и образования трещин термической усталости.
Известен способ восстановления роликов преимущественно машин непрерывного литья заготовок, включающий наплавку роликов износостойким сплавом (Лещинский Л.К. Повышение ресурса работы наплавленных роликовых направляющих машин непрерывного литья заготовок // Сварочное производство. 1991. N 1. с. 9-11). Недостатком известного способа является низкая стойкость наплавленных роликов вследствие выкрашивания наплавленного слоя.
Наиболее близким к заявляемому является способ восстановления роликов, при котором в качестве наплавочных материалов используют проволоки типа Св-08, Св-08А, Нп-30ХГСА диаметром 3-4 мм, наплавляют на токе 300-400 А под флюсом АН-348А (Гребенник В.М., Гордиенко А.В., Цапко В.К. Повышение надежности металлургического оборудования. М.: Металлургия, 1988. с. 478-479). Недостатком известного технического решения является низкая стойкость роликов из-за выкрашивания наплавленного слоя. Выкрашивание наблюдается из-за снижения механических свойств металла ролика в зоне сплавления. Техническая задача изобретения - обеспечение качественной наплавки поверхности бочки ролика, исключающей выкрашивание наплавленного слоя ролика в процессе его эксплуатации.
Поставленная задача достигается тем, что после подогрева бочки ролика до температуры выше 150 o C производят наплавку износостойкого слоя на режимах, обеспечивающих отношение силы сварочного тока (А) к скорости наплавки (м/ч) не более 17,5 и при отношении силы сварочного тока (А) к температуре подогрева (o C) не более 3,0. После полной наплавки ролика его подвергают термической обработке: нагревают со скоростью не более 80 o C/ч до температуры 470-500 o C, выдерживают в течение 7-8 ч и охлаждают со скоростью не более 80 o C/ч до температуры 120 o C, далее на воздухе.
Подогрев осуществляют не менее 150 o C для предотвращения образования закалочных структур и трещин в процессе наплавки. Дальнейшее повышение температуры предварительного подогрева зависит от уровня легированности материала ролика и особенно от содержания углерода. В процессе наплавки необходимо выбирать режимы наплавки таким образом, чтобы отношение силы сварочного тока (А) к скорости сварки (м/ч) было не больше чем 17,5. Исследованиями установлено, что при большем значении коэффициента наблюдается резкое увеличение погонной энергии, что приводит к перегреву наплавляемого металла бочки ролика, в результате наблюдается рост зерна в околошовной зоне, снижаются механические характеристики металла. В результате, в процессе эксплуатации, например, роликов машин непрерывного литья заготовок, которые подвергаются высокой нагрузке со стороны слитка происходит выкрашивание наплавленного слоя, причем трещины зарождаются в разупрочненной околошовной зоне со стороны основного металла (бочки ролика).
В процессе наплавки износостойкого слоя необходимо поддерживать отношение силы сварочного тока (А) к температуре подогрева (o C) не более 3,0. При большем значении коэффициента наблюдается также перегрев основного металла (бочки ролика), что приводит к выкрашиванию наплавленного металла.
Для уменьшения уровня остаточных сварочных напряжений, которые также способствуют выкрашиванию наплавленного металла, сразу после наплавки ролик подвергают термической обработке: нагревают со скоростью не более 80 o C/ч - для уменьшения перепада температуры, а следовательно, и напряжений, между поверхностью и сердцевиной ролика. После нагрева выдержку производят при температуре 470-500 o C в течение 7-8 ч, что обеспечивает максимальное снижение остаточных напряжений без заметного разупрочнения наплавленного слоя. После выдержки для предотвращения деформации ролика и образования трещин производят замедленное охлаждение со скоростью не более 80 o C/ч до температуры 120 o C, далее на воздухе.
Пример выполнения способа. Наплавке подвергают бочку ролика машины непрерывного литья заготовок с первоначальным диаметром 300 мм. Материал ролика - сталь 25Х1М1Ф. После износа бочки ролика до 285 мм его устанавливают на наплавочную установку, бочку нагревают газовыми горелками со скоростью 70 o C до температуры 190 o C. Наплавку производят проволокой Св-12Х13 под флюсом АН-20С. Режим наплавки: ток 400 А, напряжение на дуге 32 В, скорость наплавки 30 м/ч. Отношение силы сварочного тока к скорости наплавки составляет 13,3, а отношение силы сварочного тока к температуре подогрева составляет 2,0. Температуру контролируют оптическим пирометром "Кельвин". После полной наплавки бочки ролика его помещают в печь, нагревают со скоростью 70 o C до температуры 480 o C, выдерживают в течение 7 ч и охлаждают со скоростью 70 o C/ч до температуры 120 o C, затем охлаждение производят на воздухе.
Преимущество заявленного способа восстановления роликов состоит в том, что при применении этого способа отсутствует выкрашивание наплавленного слоя в процессе эксплуатации ролика.
Титаренко
В.И.
(ОП «РЕММАШ»г. Днепропетровск),
Гитин Ю.М.
(ОАО «ДМКД» г.Днепродзержинск),
Голякевич А.А., Орлов Л.Н.
(ООО «ТМ.ВЕЛТЕК»
г. Киев)
Восстановительно-упрочняющая
наплавка
постоянно реализуется ремонтными службами
металлургических предприятий. В номенклатуре потребляемых
наплавочных материалов наблюдается рост применения порошковых
проволок различного назначения.
В ряде случаев достаточно
успешно применяются самозащитные
порошковые проволоки имеющие
ряд преимуществ: визуальный контроль за процессом наплавки,
отсутствие дополнительной защиты в виде флюса или газа, более
технологична реализация процесса наплавки проволоками малого
диаметра, что в ряде случаев расширяет технологические
возможности восстановительной наплавки внутренних и наружных
поверхностей цилиндрических деталей малого диаметра.
Самозащитные
порошковые проволоки легко адаптируются
к применяемому на
предприятиях оборудованию, что не требует дополнительных
финансовых вложений на приобретение специализированного
оборудования. В связи с ограниченностью оборотных фондов перед
ремонтными службами ставится задача поддержания
работоспособности оборудования при минимальных затратах. Этим
требованиям в полной мере отвечает применение дуговой наплавки самозащитными порошковыми проволоками взамен наплавки покрытыми
электродами. В ряде случаев эти решения не являются оптимальными
в общепринятом смысле, но для конкретного предприятия с учетом
состояния его производства и оборотных средств они вполне
приемлемы на данном этапе его деятельности. Ниже приводим
примеры реализации подобных решений.
Продолжительный период на ОАО «ДМКД» (г. Днепродзержинск) не было решено
восстановление
роликов МНЛЗ
, представляющих собой полую деталь малого диаметра
140 мм и менее, изготовленных из стали 40Х. Применение наплавки
под флюсом и в защитном газе не представлялось возможным по
целому ряду причин присущих данному предприятию.
Было предложено
выполнить восстановительную наплавку самозащитной порошковой
проволокой. На первом этапе работ отработка технологии и техники
наплавки выполнялась самозащитной порошковой проволокой
ПП-Нп-14ГСТ
Ø2,4 мм. Однако реализация процесса наплавки не представилась
возможной ввиду неудовлетворительного формирования наплавленного
металла и его технических характеристик (химический состав,
структурное состояние, теплостойкость, твердость).
Применение
порошковой проволоки ВЕЛТЕК-Н250-РМ Ø2,4 мм с системой
легирования (C-Si-Mn-Ti)
позволило решить данную задачу и обеспечить работоспособность
наплавленных валков на уровне новых, снизить затраты на
восстановление и повысить производительность ремонтного участка
в 2-3 раза. Данное решение было принято как промежуточное в
части реализации технологии наплавки с последующим переходом на
применение порошковых проволок обеспечивающих высокую
теплостойкость, износостойкость, разгаростойкость в условиях
коррозионной среды.
В качестве такого материала была применена самозащитная порошковая проволока марки
ВЕЛТЕК-Н470С с системой
легирования
C
-
Si
-
Mn
-
Cr
-
Ni
-
Mo
-
V
-
Nb
обеспечивающая твердость наплавленного металла 40-45
HRC
.
Срок службы роликов увеличился в 3-4 раза по сравнению с новыми.
По работоспособности наплавленного металла ВЕЛТЕК-Н470С
и ее
модификации не уступают проволокам ОК 15.73
(ESAB),
4142MM-S
HC
(WeldingAlloys)
,
адаптирована к флюсам АН20С, АН26П. В течение 9 лет ВЕЛТЕК-Н470С
успешно применятся ММК им. Ильича для восстановления роликов
машин непрерывного литья заготовки (МНЛЗ).
Самозащитная порошковая проволока ВЕЛТЕК-Н250-РМ диаметром 1,6 до 3,0 мм успешно применяется при восстановлении подушек прокатных клетей и ножниц, шпинделей и муфт приводов прокатных валков, звездочек, втулок, валов, ступиц, и др. По своим характеристикам ВЕЛТЕК-Н250РМ не уступает известной порошковой проволоке DUR 250-FD (Bohler).
Реализована наплавка кернов клещевых кранов и губок стрипперного крана, которые в процессе эксплуатации испытывают ударные и сжимающие нагрузки в условиях высоких температур. Керны контактируют с металлом разогретым до 800-1250 о С и термоциклированием при периодическом охлаждении кернов в баках с водой. Для этой цели применена самозащитная порошковая проволока марки ВЕЛТЕК-Н480С Ø2,0 мм с системой легирования (C - Cr - W - M о- V - Ti ), которая обеспечивает твердость наплавленного металла после наплавки 50-54 HRC , горячую твердость 40-44 HRC при 600 о С и стойкость к трещинообразованию (100 термоциклов до появления первой трещины). Применение механизированной наплавки проволокой ВЕЛТЕК-Н480С взамен электродов Т-590, Т-620 позволило повысить срок службы кернов в 4-5 раз и снизить затраты на ремонт. Задача восстановления кернов решена в комплексе (оборудование-материал-технология).
При наплавке деталей
подвергающихся ударно-абразивному
износу порошковой проволокой
ПП-АН170 (ПП-Нп-80Х20Р3Т) наблюдается повышенная склонностью к
трещинообразованию, отколам и толщина наплавки ограничивается
1-2 слоям, что в ряде случаев ограничивает ее применение.
Для
решения данной задачи применили
самозащитные порошковые
проволоки ВЕЛТЕК-Н600
(C
-
Cr
-
M
о-
V
-
Nb
-
Ti
-В),
ВЕЛТЕК-Н620
(C
-
Cr
-
M
о-
V
-
Ti
-В),
которые обеспечивают твердость наплавленного металла 55-63
HRC
.
По сравнению с ПП-АН170 обеспечивается повышение износостойкости
наплавленного металла на 30-50%при возможности выполнения
4-5
слоев
. Проволоки выпускаются диаметром от 2 до 5 мм. С
применением механизированной и автоматизированной наплавки
порошковой проволокой
ВЕЛТЕК-Н600 Ø3,0 мм была восстановлена
поверхность большого конуса доменной печи, достигнуто
значительное повышением износостойкости по сравнению с
электродами Т-
590, а также в 2 раза сокращено время ремонта.
При
автоматической наплавке малого конуса порошковой проволокой
ВЕЛТЕК-Н620 Ø4,0 мм получена более высокая износостойкость по
сравнению с наплавкой лентой ПЛ-АН101.. Кроме этого эти
проволоки успешно применялись при упрочняющей наплавке зубьев
ковшей экскаваторов, ножей бульдозеров, челюстей грейфера.
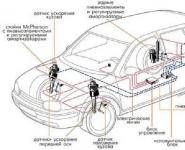
Современное металлургическое производство немыслимо без технологии непрерывной разливки стали и обусловлено существенной экономией энергетических и временных затрат, повышением производительности и качества продукции, снижением производственных потерь, реализацией более эффективного инвестирования. В связи с этим проводится системное внедрение МНЛЗ и,как следствие, ожидается рост объема их производства и ремонта. Опыт металлургических предприятий показывает, что технические и технико-экономические показатели машин непрерывного литья заготовок (МНЛЗ) в значительной степени зависят от долговечности роликов поддерживающих систем. Ролики поддерживающих и разгибающих узлов работают в тяжелом температурном режиме термоциклирования, максимальная температура поверхности роликов может достигать 650—750 °С. Ролики воспринимают усилия от ферростатического раздутия и усилия от разгиба слитка. На прямолинейных участках ролики подвергаются абразивному износу (рис.1). Разрушение рабочей поверхности роликов проявляется в виде износа поверхностного слоя и образования трещин разгара. В соответствии с требованиями производства интенсивность изнашивания материала рабочих поверхностей не должна превышать 0,1—0,25 мм на 1 тыс. плавок, при этом МНЛЗ должна выпустить не менее 1 млн. тонн заготовок без смены роликов. Известно, что электродуговая наплавка рабочих поверхностей роликов износо- и коррозионностойкой сталью — наиболее эффективный и распространенный способ увеличения срока службы подобных деталей. Данный способ упрочнения роликов применяется большинством фирм, создающих МНЛЗ как в нашей стране, так и за рубежом.
Предприятие «ТМ.ВЕЛТЕК» решает эту проблему для металлургических комбинатов и ремонтных предприятий предоставляя широкий спектр наплавочных порошковых проволок и ноу-хау по технологии наплавки (табл). Проволоки адаптированы к процессам наплавки под флюсом, в СО 2 и Ar+CO 2 и открытой дугой и по своим характеристикам не уступают зарубежным и отечественным аналогам.
Рис.1. Схема установки непрерывной разливки стали.
Наплавка под флюсом
Реализуются технологии наплавки под флюсом по винтовой линии одиночной и расщепленной дугой, без колебаний и с поперечными колебаниями начиная от диаметра 70 мм и более. Наиболее распространена технология двухслойной наплавки, а на ряде ремонтных служб применяется трехслойная наплавка. Для данного способа наплавки выпускаем проволоки диаметром от 2,0 до 4,0 мм. Предлагаемые порошковые проволоки позволяют наплавить на рабочую поверхность роликов слой металла стойкий к много-факторному износу. Сочетание порошковой проволоки с флюсом позволяет получить высокохромистый (Cr-Mn-Ni-Mo-N, Cr-Mn-Ni-Mo-V-Nb) наплав-ленный металл с пластичной структурой низкоуглеродистого мартенсита, упрочненный дисперсными карбидами и нитридами при минимизации содержания δ феррита 5—10% (рис.2).
 Рис.2.
Микроструктура металла наплавленного ВЕЛТЕК-Н470(×1000) (объемная доля δ-феррита 3,8 %, твердость после наплавки 42—46 HRC).
Рис.2.
Микроструктура металла наплавленного ВЕЛТЕК-Н470(×1000) (объемная доля δ-феррита 3,8 %, твердость после наплавки 42—46 HRC).
Данная задача решалась путем снижения содержания углерода С < 0,1% и частичной замены его азотом реализацией нами разработанного способа легирования азотом, оптимизации хрома и карбидообразующих элементов, а также параметров термического цикла наплавки. Наши порошковые проволоки адаптируется к различным вариантам технологии наплавки: количество наплавляемых слоев и марка основного металла роликов, выполнение наплавки с подслоем или без него с цель обеспечения требуемого химического состава и структурного состояния наплавленного металла. К преимуществам наплавки под флюсом можно отнести: высокую производительность, малый припуск на механическую обработку при соблюдении режимов и техники наплавки, отсутствие светового излучения и минимизация выделения дыма. Для наплавки высокохромистых сплавов рекомендуется применять флюсы марок АН26Н, АН20С. Недостатком этих флюсов является ухудшение отделимости шлаковой корки при температуре поверхности наплавляемого ролика более 300°С, что связано с высоким содержанием двуокиси кремния в составе флюсов. Состав шихты порошковой проволоки частично нейтрализует окислительную способность флюсов и достигается улучшение отделимости шлаковой корки (рис. 3). Наиболее предпочтительно применение нейтральных керамических флюсов, например, WAF325 (Welding Alloys), Record SK (Soudokay), OK 10.33, ОК 1061 (ESAB), которые обеспечивают самопроизвольное отделение шлаковой корки и более низкое содержание вредных примесей (S, P) в наплавленном металле (рис.3).
 Рис.3.
Наплавка ролика МНЛЗ порошковой проволокой ВЕЛТЕК-Н470 под флюсом WAF325.
Рис.3.
Наплавка ролика МНЛЗ порошковой проволокой ВЕЛТЕК-Н470 под флюсом WAF325.
Наплавка в защитном газе.
Применение наплавки в защитном газе наиболее эффективно в смеси 82Ar+18CO 2 или Ar по сравнению с углекислым газом вследствие более высокой стабильности процесса, снижения окислительной способности защитного газа, уменьшения проплавления основы. К преимуществам можно отнести приемлемую производительность процесса, визуальный контроль за процессом наплавки, химический состав задается композицией проволоки и нет влияния характерного для флюса, меньшее содержание водорода в наплавленном металле по сравнению с флюсом, проще реализация процесса с поперечными колебаниями проволоки. Процесс наплавки характеризуется хорошим формированием металла, легкой отделимостью шлаковой корки и возможностью наплавки последующего слоя без удаления шлака. К недостаткам можно отнести: необходимость защиты от брызг и излучения дуги, менее ровная поверхность наплавленного металла, необходимость применения дымососов, забрызгивание сопла подачи защитного газа. Для данного способа наплавки выпускаем проволоки диаметром от 1,6 до 2,4 мм как для нанесения подслоя, так и рабочих слоев наплавленного металла.
Наплавка открытой дугой.
Процесс наплавки открытой дугой обладает преимуществами присущими процессу в защитном газе и дополняется отсутствием необходимости применения защитного газа, более упрощенной комплектацией наплавочной установки, но наиболее существенно его преимущество в металлургическом аспекте. При данном способе наплавки реализуется возможность легирования наплавленного металла азотом. Необходимость такого металлургического решения обусловлена актуальностью увеличению ресурса роликов МНЛЗ за счет повышения стойкости наплавленного металла к разгару и коррозии. Наиболее успешно это решение реализовано английской фирмой Welding Alloys. Рабочая поверхность ролика подвергается циклическому воздействию высоких температур, что приводит изменению структурного состояния при-поверхностного слоя металла. Наблюдается укрупнение зерен и формирование на их границах карбидов хрома, что приводит к развитию межзеренной коррозии. Потеря мартенситной матрицей углерода приводит к формированию мягкого ферритного слоя, обладающего низким сопротивлением механическому износу. Замена части углерода азотом подавляет процессы укрупнения зерен и формирования на границах зерен карбидов хрома. Образующиеся нитриды равномерно распределены в структуре металла, проявляется эффект вторичного упрочнения в процессе термоциклирования. Реализация этих механизмов позволяет повысить ресурс роликов. Для данного способа наплавки выпускаем проволоки диаметром 2,0—2,4 мм.
Порошковые проволоки предприятия «ТМ.ВЕЛТЕК» для наплавки роликов МНЛЗ.
| Процесс | Проволока | Диаметр, мм | Защита |
| Наплавка под флюсом | Велтек-Н470 (C-Cr-Ni-Mo-V-Nb) 2 и 3 слоя, HRC 40—45 Сталь основы: 15Х1МФЮ. 25Х1М1Ф 16CrMo4(DIN10083) 21CrMoV511, 25CrM04 St52-3 (DIN10025) | 2,0—3,6 | АН20, АН26 WAF325 Record-SK OK10.33 ОК 10.61 |
| Велтек-Н470.01 (Cr-Ni-Mo-V-Nb-N) 2 слоя, HRC40-45 Сталь основы: 42CrMo4 (DIN10083) | 2,4—3,6 | ||
| Велтек-Н470 (C-Cr-Ni-Mo-V-Nb) 1 слой HRC40-45 Сталь основы: 42CrMo4 (DIN10083) Подслой Велтек-Н472 (Cr-Mn) | |||
| Велтек-Н470.02 (C-Cr-Ni-Mo-V) 2 и 3 слоя, HRC47-54 Сталь основы: 15Х1МФЮ. 25Х1М1Ф 16CrMo4(DIN10083) 21CrMoV511, 25CrM04 St52-3 (DIN10025) | |||
| Наплавка в защитном газе | Велтек-Н470Г (Cr-Ni-Mo-V-Nb-N) 2 слоя HRC40-45 Сталь основы: 15Х1МФЮ. 25Х1М1Ф 16CrMo4(DIN10083) 21CrMoV511, 25CrM04 St52-3 (DIN10025) | 1,6—2,4 | СО 2 Ar 82Ar+18CO 2 |
| Наплавка открытой дугой | Велтек-Н470С (Cr-Ni-Mo-V-Nb-N) 2 слоя HRC44-50 Сталь основы: 15Х1МФЮ. 25Х1М1Ф 16CrMo4(DIN10083) 21CrMoV511, 25CrM04 St52-3 (DIN10025) | 2,0—2,4 | самозащитная |
| Велтек-Н470С.01 (Cr-Ni-Mo-N) 2 слоя HRC38-42 Сталь основы: 15Х1МФЮ. 25Х1М1Ф 16CrMo4(DIN10083) 21CrMoV511, 25CrM04 St52-3 (DIN10025) |
Орлов Л. Н., Голякевич А. А., Хилько А. В., Гиюк С. П. ("ТМ.ВЕЛТЕК", г. Киев)
Электродуговая наплавка порошковой проволокой занимает прочные позиции в реновации деталей машин и механизмов в различных отраслях промышленности. Выбор порошковой проволоки производится с учетом условий эксплуатации восстанавливаемой детали, вида защиты, конструктивных особенностей детали, имеющегося оборудования.
Ролики МНЛЗ
В развитых странах около 80% всей выплавляемой стали обрабатывается с применением технологии непрерывной разливки, как энергосберегающей и обладающей комплексом преимуществ обуславливающих ее перспективность и рост объемов применения. В настоящее время актуально повышение эффективности применения МНЛЗ, которая в значительной мере определяется стойкостью роликов. Ролики МНЛЗ эксплуатируются в условиях длительных циклических и термомеханических нагрузок в присутствии агрессивной среды. Ролики поддерживающих и разгибающих узлов работают в тяжелом температурном режиме, максимальная температура поверхности роликов мотет достигать 670-750 ° С, воспринимают усилия от ферростатического раздутия и от разгиба слитка. На прямолинейных участках ролики подвергаются преимущественно абразивному износу. Разрушение рабочей поверхности роликов проявляется в виде износа поверхностного слоя и образования трещин разгара. Изготовительная и восстановительная наплавка роликов наиболее эффективна с применением, в качестве наплавочного материала, порошковых проволок. Эффективность выработанного решения определяется стоимостью порошковой проволоки, производительностью процесса, толщиной наплавляемого слоя, энергоемкостью всех этапов технологии, стоимостью монтажных работ, простоем оборудования. В отечественной металлургии для восстановительной наплавки роликов МНЛЗ традиционно применяются сплошные и порошковые проволоки 12Х13, 20Х17 в сочетании с флюсами АН20С и АН26П, обеспечивающие хромистый наплавленный металл с мартенситно-ферритной структурой, для которой характерно формирование больших полей δ-феррита (более 15%) (рис.1), являющихся причиной образования трещин разгара и повышенного износа.
Рис.1
Микроструктура метала, наплавленного проволокой Нп-20Х17 (×500).
Кроме этого процесс наплавки характеризуется затруднительным отделением шлаковой корки, что является причиной появления дефектов в виде протяженных шлаковых включений и усложнения условий труда оператора наплавочной установки. Ресурс таких роликов составляет 300-400 тыс. тонн, что не отвечает современным требованиям. Причиной этого является неудовлетворительное структурное состояние наплавленного металла.
Для устранения приведенных недостатков предприятие " ТМ. ВЕЛТЕК" предлагает применить порошковые проволоки ВЕЛТЕК-Н470 и ВЕЛТЕК-Н470С (ТУУ 19369185.018-97) в сочетании с флюсами АН20 и АН26. С целью обеспечения высокой работоспособности наплавленного металла применено комплексное легирование хромистого металла никелем, молибденом, ванадием, ниобием и РЗМ. Определены и реализованы оптимальные содержания и соотношения легирующих элементов, параметры технологии и техники наплавки, позволяющие стабильно получать мартенситную структуру с незначительной объемной долей δ-феррита (3,5—5%) (рис.2), обеспечивающую высокую стойкость наплавленного металла к износу и разгару.

Рис.2 Микроструктура металла наплавленного порошковой проволокой ВЕЛТЕК-Н470 (×1000)
Объемная доля δ-феррита 3,8 %, твердость после наплавки.
Порошковые проволоки обеспечивают самопроизвольное отделение шлаковой корки, отсутствие пор и трещин в наплавленном металле при соблюдении технологических рекомендаций. Сопоставительные испытания порошковых проволок ВЕЛТЕК-Н470 и ВЕЛТЕК-Н470С показали, что они находятся на уровне проволок ведущих зарубежных компаний ОК15.73 (ЭСАБ), 4142MM-S LC, 414MM-S (Weldclad). Проволоку ВЕЛТЕК-Н470 успешно применял НКМЗ (г.Краматорск) при выполнении экспортных заказов (рис.3). В течение последних 8 лет ММК им. Ильича (г.Мариуполь) также применяет эту марку проволоки для восстановления роликов МНЛЗ. Наплавленные ролики имеют ресурс не менее 1,5 млн. тонн. ОАО «ДМКД» (г. Днепродзержинск) применил самозащитную порошковую проволоку ВЕЛТЕК-Н470С для восстановления роликов МНЛЗ диаметром до 150 мм и получил повышение их работоспособности в 5—6 раз по сравнению с традиционными материалами. В настоящее время предприятие «ТМ.ВЕЛТЕК» выпускает усовершенствованную модификацию проволок, обеспечивающих компанию роликов в пределах 2,5—3,0 млн. тонн.
Прокатные валки — основной технологический инструмент в прокатном переделе металлургических заводов. От их надежности, износостойкости рабочей поверхности, межремонтного срока службы в основном зависят технико-экономические показатели работы прокатных цехов и в первую очередь производительность прокатных станов, качество готового проката и затраты на его производство. Рабочая поверхность валка подвергается циклическому механическому и тепловому воздействию. По мере эксплуатации валков на их рабочей поверхности наблюдается налипание металла, неравномерный износ и образование трещин разгара. Для поддержания необходимого парка валков применяется восстановительная наплавка сплошными и порошковыми проволоками. Для наплавки валков горячей прокатки традиционно применяются наплавочные материалы Нп-30ХГСА, Нп-35В9Х3СФ, Нп-25Х5ФМС, Нп-30Х4В2М2ФС в сочетании с флюсами АН348, АН60, АН20,АН26. В настоящее время металлургические предприятия требуют повышения ресурса восстановленных валков прокатных станов.
«ТМ.ВЕЛТЕК» и ЧНПКФ «РЕММАШ» совместно с металлургическими заводами КГМК «Криворожсталь», ДМК им. Дзержинского и МК «Запорожсталь» выполнен комплекс работ направленных на совершенствование наплавочных материалов, технологии и оборудования для наплавки прокатных валков. Исходя из профиля прокатного передела участвовавших в работе металлургических комбинатов, основное внимание было уделено наплавочным материалам и технологии наплавки валков горячей прокатки, заготовительных, сортовых и отчасти листопрокатного станов. Анализ литературных данных работоспособности наплавленных прокатных валков показал, что возможности систем легирования C-Si-Mn-Cr-Mo-V и C-Si-Mn-Cr-W-V в полной мере не реализованы. На базе стандартных порошковых проволок марок ПП-Нп-35В9Х3СФ и ПП-Нп-25Х5ФМС были отработаны системы легирования новых порошковых проволок с учетом условий эксплуатации прокатных валков (табл.1).
Таблица 1.
| Марка проволоки | Марка флюса | Система легирования | Твердость HRC | Износостойкость | Трещиностойкость |
| относительно 30ХГСА | |||||
| ВЕЛТЕК-Н370РМ | АН60, АН348А | C-Si-Mn-Cr-Mo-V-Ti | 36—42 | 2,0 | 0,9 |
| ВЕЛТЕК-Н460 | АН20, АН26 | 44—48 | 2,2 | 0,8 | |
| Относительно 35В9Х3СФ | |||||
| ВЕЛТЕК-Н500РМ | АН60, АН348А | C-Si-Mn-Cr-W-Mo-V-Ni | 38—44 | 0,9 | 1,5 |
| ВЕЛТЕК-Н500РМ | АН20, АН26 | 44—50 | 1,2 | 1,2 | |
| ВЕЛТЕК-Н505РМ | АН20, АН26 | 50—54 | 1,3 | 2,0 | |
| ВЕЛТЕК-Н550РМ | АН20, АН26 | 55—59 | 2,0 | 1,0 | |
Изменением структуры наплавленного металла достигнуто повышение работоспособности валков. Структура металла наплавленного ПП-Нп35В9Х3СФ представляет собой: по границам первичного аустенитного зерна незамкнутые выделения δ-феррита, в которых отсутствуют карбиды. В ячейках кристаллизации формируется матенсит и единичные мелкие карбиды. На границах ячеек форми-руется δ-феррит. Размер первичного аустенитного зерна балл 6. В зонах перекрытия валиков наблюдаются изменения структуры и микротвердости Н µ50 50 от 650 до 450 (рис.3). Структура металла наплавленного ВЕЛТЕК-Н500: Границы пер-вичного аустенитного зерна четко выражены в них наблюдаются с прерывистые выделения δ-феррита и мелких карбидов. Внутри ячеек кристаллизации форми-руется диспесный мартенсит и диспесные карбиды. Структура металла наплавленного ВЕЛТЕК-Н505: по границам первичного аустенитного зерна размером 17—20 мкм очень мелкие выделения δ-феррита и карбиды подобные эвтектическим.В ячейках кристаллизации формируется мелкоигольчатый мартенсит и много дисперсных карбидов. Структура металла наплавленного ВЕЛТЕК-Н550: по границам первичного аустенитного зерна наблюдаются выделения δ-феррита и дисперсные карбиды, а в ячейках карбиды подобные эвтектичкским и мелкоигольчатый мартенсит. В местах перекрытия валиков не наблюдается изменение структуры.

Рис. 3 Микроструктура наплавленного металла (×500)
В процессе работы валка под воздействием высоких температур наблюдается коагуляция и укрупнение карбидов по границам зерен, с последующим их выкрашиванием и развитием трещин разгара. Снижения развития этих процессов достигнуто изменением структурное состояние границ зерен путем оптимизации соотношения углерода и карбидообразующих элементов. Полученные результаты реализованы в системах легирования новых порошковых проволок. Структура металла наплавленного проволокой ВЕЛТЕК-Н550РМ отличается формированием аустенитных оторочек по границам зерен и отличается большей объемной долей аустенитной составляющей, незначительным выделением карбидной эвтектики по границам зерен. Структура металла наплавленного ВЕЛТЕК-Н500РМ представляет собой игольчатый троостит с незначительным количеством мартенсита и фор-мированием по границам зерен отдельных включений аустенита и карбидов. Структура металла наплавленного ВЕЛТЕК-Н505РМ представляет собой смесь тростита и мартенсита с выделением по границам зерен тонких аустенитных оторочек. На границах зерен формируются в незначительном количестве включения карбидной эвтектики.
В таблице 1 приведены порошковые проволоки, которые уже нашли применение в металлургии при наплавке прокатных валков и показали свою эффективность. Усредненные показатели относительной износостойкости определялись по величине износа, относительной стойкости против образования трещин и их количеству, величине раскрытия и глубине проникновения трещин на прокатных валках. Ниже приводим примеры применения новых порошковых проволок.
1. Наплавка валков эджерной клети на комбинате «ЗАПОРОЖСТАЛЬ»
Вертикальными валками эджерной клети на непрерывном тонколистовом стане горячей прокатки ОАО «Запорожсталь» (стан «1680») производят боковое обжатие и выравнивание боковых кромок прокатываемого листа. В процессе эксплуатации цилиндрическая поверхность валков испытывает на себе в месте контакта с торцом горячего листа интенсивный абразивный износ и значительные удельные давления сжимающих усилий. В результате на поверхности бочки валков у реборды образуется кольцевая выработка высотой до 100 мм, глубиной до 5 мм по диаметру, что вызывает необходимость замены валков, так как дальнейшая эксплуатация в таком состоянии может привести к неравномерности обжатия и скорости прокатки, что отрицательно повлияет на качество прокатываемого металла. Изучение характера и динамики износа показали, что износ происходит в результате окисления и отрывания частичек окисленного металла с поверхности валков торцами горячего листа с температурой поверхности 1100—900°С, частично покрытых тонким слоем окалины. При этом поверхность валков в месте контакта с прокатываемым листом разогревается до температуры 400—500°С. Срок службы валков, упрочненных наплавкой порошковыми проволоками ПП-Нп-35В9Х3СФ или ПП-Нп-25Х5ФМС не более 3—4-х месяцев, что не отвечало требованиям производства. Применение наплавки порошковой проволокой ВЕЛТЕК-Н550РМ позволило повысить износостойкость и срок службы валков в 3 раза.
2. Наплавка валков станов горячей прокатки.
2.1 На Днепровском металлургическом комбинате (г.Днепропетровск) один комплект прокатных валков восстанавливается от пяти до десяти раз. Продолжительный период времени восстановление прокатных валков стана «900v ТЗС и стана «500v железопрокатного цеха проводилось с применением наплавки сплошной проволокой Нп-30ХГСА в сочетании с проточкой или переточкой калибров на меньший диаметр. Применение этой технологии не обеспечивало требуемую «горячую твердость» и износостойкость наплавленного рабочего слоя калибров. Применение стандартных наплавочных материалов ПП-Нп-35В9Х3СФ, ПП-Нп-25Х5ФМС, ПП-Нп-30Х4В2М2ФС после технико-экономического анализа в данном производстве оказалось нецелесообразным, в виду существенного увеличения трудоемкости восстановления валков и капитальных затрат. Для упрочняющего восстановления валков клети «500" железопрокатного цеха была применена по-рошковая проволока ВЕЛТЕК-Н500РМ. Испытания упрочненных прокатных валков на стане «500» железопрокатного цеха показали, что ресурс валков после упрочнения вырос более чем в 2 раза.
2.2 Для упрочняющей наплавки вертикальных стенок калибров прокатных валков клети «900» ТЗС применялась проволока марки ВЕЛТЕК-Н370РМ. Технология наплавки валков клети «900» ТЗС за исключением отсутствия предварительного подогрева аналогична технологии наплавки валков клети «500» железопрокатного цеха. Достигнуто увеличение прокатываемого металла на одной паре валков от ремонта до ремонта с 18—20 до 45—50 тыс. тонн.
2.3 Валки горячей прокатки стана НЗС-730 цеха «Блюминг-1» КГМК «Криво-рожсталь», изготавливаемые из стали 50, традиционно ремонтировались с использованием стандартной порошковой проволоки марки ПП-Нп-35В9Х3СФ. В процессе эксплуатации восстановленных валков выявился ряд недостатков: в процессе прокатки на поверхности валка наблюдается образование «шипов» высотой до 2 мм вследствие налипания прокатываемого металла. Образование «шипов» приводило к необходимости остановки процесса прокатки и применения трудоемкой зачистке калибров от «шипов», в противном случае валки с «шипами» наносили дефектный рисунок на поверхность прокатываемого металла. После прокатки 50—60 тыс. тонн металла на поверхности калибров образовалась выработка глубиной 2—3 мм, что вызывало необходимость замены валков. Глубина проникновения отдельных трещин после 50—60 тыс. тонн прокатанного металла достигала 30—40 мм. Это приводило к увеличению затрат на их устранение, а зачастую к необходимости преждевременной выбраковки валков. Для устранения рассмотренных недостатков была применена технология наплавки порошковой проволокой ВЕЛТЕК-Н505РМ. Технология упрочнения валков НЗС-730 с использованием порошковой проволоки ВЕЛТЕК-Н505-РМ аналогична технологии наплавки проволокой ПП-Нп35В9Х3СФ. Достигнуто снижение образования «шипов» и трещин в 2—3 раза, что позволило 80—90% валков перевести на ремонт по укоро-ченной технологии и существенно снизить все виды затрат на 20% и увеличить межремонтные сроки работы станов.
Детали металлургического оборудования.
Самозащитная порошковая проволока ВЕЛТЕК-Н250РМ диаметром 1,6—3,0 мм успешно применяется при восстановлении подушек прокатных клетей и нож-ниц, шпинделей и муфт приводов прокатных валков, звездочек, втулок, валов, ступиц, и др. По своим характеристикам ВЕЛТЕК-Н250РМ не уступает известной порошковой проволоке DUR 250-FD (Bohler).
Реализована наплавка кернов клещевых кранов и губок стрипперного крана, которые в процессе эксплуатации испытывают ударные и сжимающие нагрузки в условиях высоких температур. Керны контактируют с металлом разогретым до 800—1250 °С и термоциклированием при периодическом охлаждении кернов в баках с водой. Для этой цели применена самозащитная порошковая проволока марки ВЕЛТЕК-Н480С Ø2,0 мм с системой легирования (C-Cr-W-Mо-V-Ti), которая обеспечивает твердость наплавленного металла после наплавки 50—54 HRC, горячую твердость 40—44 HRC при 600 °С и стойкость к трещинообразованию (100 термоциклов до появления первой трещины).
Применение механизированной наплавки проволокой ВЕЛТЕК-Н480С взамен электродов Т-590, Т-620 позволило повысить срок службы кернов в 4—5 раз и снизить затраты на ремонт. Задача восстановления кернов решена в комплексе (оборудование-материал-технология).
При наплавке деталей подвергающихся ударно-абразивному износу порошковой проволокой ПП-АН170 наблюдается повышенная склонностью к трещино-образованию, отколам и толщина наплавки ограничивается 1—2 слоям, что в ряде случаев ограничивает ее применение. Для решения данной задачи применили самозащитные порошковые проволоки ВЕЛТЕК-Н600 (C-Cr-Mо-V-Nb-Ti-В), ВЕЛТЕК-Н620 (C-Cr-Mо-V-Ti-В), которые обеспечивают твердость наплавленного ме-талла 55-63HRC. По сравнению с ПП-АН170 обеспечивается повышение износостойкости наплавленного металла на 30—50%.при возможности выполнения 4—5 слоев. Проволоки выпускаются диаметром от 2 до 5 мм. С применением механизированной и автоматизированной наплавки порошковой проволокой ВЕЛТЕК-Н600 Ø3,0 мм была восстановлена поверхность большого конуса доменной печи, достигнуто значительное повышением износостойкости по сравнению с электродами Т590, а также в 2 раза сокращено время ремонта. При автоматической наплавке малого конуса порошковой проволокой ВЕЛТЕК-Н620 Ø4,0 мм получена более высокая износостойкость по сравнению с наплавкой лентой ПЛ-АН101. Кроме этого эти проволоки успешно применялись при упрочняющей наплавке зубьев ковшей экскаваторов, ножей бульдозеров, челюстей грейфера. Наплавка колосников и звездочек одновалковой дробилки агломерата выполнялась самозащитными порошковыми проволоками. В один комплект дробилки входит 16 колосников массой 270 кг каждый и 15 звездочек массой 85 кг каждая, изготовленных из стали марок 35Л или 45Л. Колосники до внедрения новой технологии не упрочняли, а заменяли на новые. Порошковая проволока марки ВЕЛТЕК Н6ОО с системой легирования С-Сr-Мо-В-V-Тi позволяет выполнять мно-гослойную наплавку с высокой стойкостью к ударно-абразивныму нагружению при повышенных температурах. Многослойная наплавка выполнялась проволокой диаметром 2,6 мм на постоянном токе обратной полярности на режиме: Iд=280—300 А, Uд=26—28 В. Твердость наплавленного металла составляла 59—62 НRСэ. По сравнению с порошковой проволокой ПП-АН170 наплавленный металл отличается значительно меньшей склонностью к растрескиванию и сколам при сильных ударах. Учитывая неравномерность износа, наплавку по количеству слоев и толщине производили дифференцированно степени износа каждого колосника и звездочки общим слоем толщиной от 3 до 12 мм.
Периодический осмотр экспериментального комплекта показал следующую динамику износа колосников и звездочек в различных зонах дробилки (рис.4):

Рис. 4. Диаграмма сравнительного износа упрочненных и неупрочненных ко-лосников дробилки агломерата после двух месяцев эксплуатации дробилки.
- через 2 мес. — от 3% на периферии до 6% в центре;
- через 4 мес. — от 5% на периферии до 12% в центре;
- через 6 мес. — от 8% на периферии до 25% в центре.
Достигнуто увеличение в три раза межремонтного периода дробилки, повышено качество агломерата, снижены затраты на ремонт.
Крановые колеса
Износ крановых колес, изготавливаемых из сталей марок 45Л, 40Л, 60Л, 55Л, происходит от трения металла о металл при больших знакопеременных динамических нагрузках как по поверхности катания, так и по реборде. При этом износ по поверхности катания колеса в среднем 6—10 мм на диаметр, а реборды соответственно 15—25 мм на сторону, что в основном приводит к необходимости его за-мены через 1—3 месяца.
Для наплавки крановых колес предлагаются порошковые проволоки марок ВЕЛТЕК-Н300, ВЕЛТЕК-Н350 Ǿ1.6—4,0 мм в сочетании с флюсами АН348, АН60 и защитой углекислым газом. В последние годы успешно применяется ВЕЛТЕК-Н300РМ взамен сплошной проволоки Нп-30ХГСА. Для наплавки колес тяжело нагруженных кранов разработан вариант технологии, при котором более интенсивно изнашиваемые реборды наплавляли под флюсом АН348 порошковой проволокой марки ВЕЛТЕК Н285РМ Ø3,0 мм. Хромомарганцовистый наплавленный металл со структурой метастабильного аустенита обеспечивает высокую износостойкость вследствие развития самоупрочнения под воздействием наклепа, что проявляется в повышении твердости от 28—32 HRCэ до 42—45 HRCэ, а менее изнашиваемые поверхности катания наплавляли под флюсом АН348 порошковой проволокой ВЕЛТЕК Н300РМ с твердостью наплавленного металла 300—350 НВ (рис.5).

Рис.5 Схема наплавки крановых колес
Такая технология позволила повысить срок службы крановых колес в два раза при увеличении затрат на материалы лишь на 70%, а трудоемкости механической обработки на 35%.
Детали машин горнодобывающего и дробильно-размольногооборудования. В настоящее время ЗАО «Криворожский завод горного оборудования» ― передовое машиностроительное предприятие в Украине по производству и ремонту горного оборудования. Большой объем работ выполняется с применением дуговой сварки и наплавки. Номенклатура сварочных и наплавочных материалов широкая в связи с необходимостью сварки малоуглеродистых низколегированных, низколегированных высокопрочных, высокомарганцовистых и теплостойких сталей, выполнения сварных соединений разнородных сталей, сварки литых сталей и исправления дефектов литья. В большинстве случаев это крупногабаритные изделия, что предъявляет особые требования к сварочным материалом, технологии и техники сварки и наплавки. В связи с эти актуальна задача повышения качества выполняемых работ, снижение материальных, энергетических и трудовых затрат. Этим требованиям в полной мере отвечает применение порошковых проволок. В течение последних 5 лет «Криворожский завод горного оборудования» совместно с «ТМ.ВЕЛТЕК» проводит комплекс совместных работ по увеличению объемов дуговой сварки и наплавки порошковой проволокой. В результате этих работ разработана и внедрена гамма порошковых проволок различного назначения. В общем объеме применяемых материалов для сварки и наплавки доля порошковых проволок увеличилась с 15 до 85%. По сравнению с покрытыми электродами повысилась эффективность сварки и наплавки за счет повышения производительности и качества труда. Снизился объем работ по повторному контролю качества. В значительной мере снизилось традиционное недоверие к порошковым проволокам в части качества сварных соединений и упрочняющих покрытий. Приводим некоторые примеры применения порошковых проволок предприятия «ТМ.ВЕЛТЕК».
Выполнена сварка чаши конусной дробилки ККД-1500. Чаша массой 50 тонн из стали 35Л собиралась из двух частей верхней и нижней, которые сварили между собой. Горизонтальный монтажный стык диаметров 2980 мм выполнен с двухсторонней чашеобразной разделкой кромок при толщине металла 180 мм. Сварку выполняли порошковой проволокой марки ППс-ТМВ29 Ø1,6 мм на постоянном токе обратной полярности с защитой углекислым газом (рис.6)

Рис.6 Сварка чаши мельницы
Сварка деталей и узлов агломерационного и обогатительного оборудования, горнодобывающей техники в том числе узлов экскаваторов из сталей Ст3пс, 09Г2С, а также заварка деталей литья из сталей 20Л, 35Л выполняется газозащитными порошковыми проволоками марок ППс-ТМВ5, ПП-АН8, ППс-ТМВ8, ППс-ТМВ29 и ПП-АН57 узлов из низколегированных высокопрочных сталей 12Х2НМСА, 12Х2НВСА. Для заварки дефектов литья сталей 20Л,35Л наиболее эффективно применение металлопорошковой проволоки марки ППс-ТМВ5. Малое количество шлака 4—5% не требует затрат на его удаления в процессе заварки глубоких разделок, высокий коэффициент использования проволоки К=1,08, высокая стойкость против образования пор и трещин определяют преимущество данной проволоки перед другими сварочными материалами.
Для сварки деталей и заварка дефектов литья из теплостойких Cr-Mo сталей 15ХМ, 12ХМ, 20ХМЛ, 35ХМЛ применяется газозащитная порошковая проволока с сердечником карбонатно-флюоритного типа марки ППс-ТМВ14 Ø1,6-2,0 мм.
Заварка дефектов литья высокомарганцовистых сталей 110Г13Л выполняется самозащитной порошковой проволокой ВЕЛТЕК-Н220 Ø2,0 мм.
Наплавка упрочняющих слоев на засовах днищ, режущих кромок и корпусов ковшей экскаваторов, ковшей черпалок, краев входных устройств шаровых мельниц, корпусов пульпонасосов, насосов земснарядов, ножей грейдеров и бульдозеров выполняется самозащитными порошковыми проволоками марок ВЕЛТЕК-Н580, ВЕЛТЕК-Н600, ВЕЛТЕК-Н605, ВЕЛТЕК-Н620 Ø2,0—3,0 мм взамен электродов Т590, Т620 и порошковых проволок ПП-АН125, ПП-АН170, Linocore 60-O, Linocore 60-S, Linocore 65-O, DUR 600-FD, DUR 650, DUR 650MP, OK Tubrodur 14.70, OK Tubrodur 15.52.
Для восстановительной наплавки плунжеров гидропрессов, защитных вту-лок грунтовых насосов по перекачке пульпы применяется порошковая проволока ВЕЛТЕК-Н410 Ø2,4—3,6 мм в сочетании с флюсами АН20 и АН26, а для наплавки открытой дугой ВЕЛТЕК-Н420 Ø1,4—3,0. Для наплавки элементов шахтной гидравлики применяется порошковая проволока ВЕЛТЕК-Н425 Ø2,0 мм в сочетании с флюсами АН20 и АН26. Процесс наплавки характеризуется высокой стабильностью, хорошим формированием металла, самопроизвольным отделением шлако-вой корки. Наплавленный металл обладает высокой коррозионной стойкостью в процессе эксплуатации в забоях.
к.т.н. Орлов Л. Н., инж. Голякевич А. А. (ООО «ТМ.ВЕЛТЕК», г. Киев), Титаренко В. И. (ЧНПКФ «РЕММАШ», г. Днепропетровск), Пелешко В. Н. (КЗГО, г. Кривой Рог)
Полезная модель относится к области металлургия и может быть использована в МНЛЗ. Техническая задача - увеличение срока службы ролика путем повышения его стойкости. Для этого по краям бочки 1 ролика выполнены последовательно расположенные в направлении от приводной 2 и опорной 3 цапф к центру бочки 1 торцевые 4 и промежуточные 5 участки. При этом каждый торцевой участок 4 имеет длину Lт.у=0,071-0,072 Lб, где Lт.у - длина торцевого участка бочки, мм; Lб, - длина бочки, мм; и выполнен из металла с KCU=65-70 Дж/см 2 , где KCU - коэффициент ударной вязкости металла.
Каждый промежуточный участок 5 ролика имеет длину Lп.у=0,035-0,036 Lб, где Lп.у - длина промежуточного участка бочки, мм; и выполнен из металла, коэффициент ударной вязкости, которого составляет 0,6-0,7 KCU металла торцевого участка 4. При этом торцевые участки 4 ролика выполнены, преимущественно, из хромистой жаростойкой стали, а промежуточные участки 5 - из хромомолибденовой стали.
Полезная модель относится к металлургии и может быть использована в конструкции машины непрерывного литья заготовок (МНЛЗ).
Известен ролик машины непрерывного литья заготовок, содержащий бочку, приводную и неприводную цапфы (см. Л.С.Белевский, В.И.Кадошников, Е.Л.Белевская и др. Бандажированные прокатные валки и ролики МНЛЗ. - Магнитогорск: ГОУ ВПО «МГТУ», 2009, с.44-47).
Недостатком известного ролика является низкая стойкость из-за частой поломки его в местах сопряжения бочки с цапфами, где возникают зоны высокой концентрации напряжений изгиба в металле от нагрузок, воспринимаемых роликом в процессе работы МНЛЗ. Это значительно снижает срок службы роликов.
Наиболее близким аналогом к заявляемому объекту является ролик машины непрерывного литья заготовок, содержащий бочку цилиндрической формы с приводной и опорной цапфами. При этом бочка выполнена из коррозионностойкой стали, наплавленной на сердцевину (см. Д.П.Евтеев, И.Н.Колыбалов. Непрерывное литье стали. - М.: Металлургия, 1984, с.115-116).
Недостатком данного ролика является его низкая стойкость в результате того, что в местах сопряжения бочки с цапфами в процессе работы возникают концентраторы напряжения на изгиб, а так как металл ролика по всей длине имеет одинаковый коэффициент ударной вязкости, то в указанных местах происходит разрушение металла из-за недостаточной его пластичности. Это приводит к снижению срока службы ролика.
Задача, решаемая полезной моделью, заключается в увеличении срока службы ролика.
Технический результат, достигаемый полезной моделью при использовании, заключается в повышении стойкости ролика.
Поставленная задача решается тем, что в известном ролике машины непрерывного литья заготовок, содержащем бочку цилиндрической формы с приводной и опорной цапфами, согласно изменению, по краям бочки выполнены последовательно расположенные в направлении от цапф к центру бочки торцевой и промежуточный участки, причем каждый торцевой участок имеет длину, равную 0,071-0,072 длины бочки, и выполнен из металла с коэффициентом ударной вязкости, равным 65-70 Дж/см 2 , а каждый промежуточный участок имеет длину, равную 0,035-0,036 длины бочки, и выполнен из металла, коэффициент ударной вязкости которого составляет 0,6-0,7 коэффициента ударной вязкости металла торцевого участка.
При этом в качестве металла торцевого участка использована хромистая жаростойкая сталь.
А в качестве металла промежуточного участка использована хромомолибденовая сталь.
Сущность полезной модели поясняется чертежом, где схематично изображен общий вид ролика МНЛЗ.
Ролик МНЛЗ содержит бочку 1 цилиндрической формы с приводной 2 и опорной 3 цапфами. По краям бочки 1 выполнены торцевой 4 и промежуточный 5 участки, которые последовательно расположены в направлении от приводной цапфы 2 и опорной цапфы 3 к центру бочки 1. При этом каждый торцевой участок 4 имеет длину (Lп.у), равную 0,071-0,072 длины (Lб) бочки 1, и выполнен из металла с коэффициентом ударной вязкости (KCU), равным 65-70 Дж/см 2 , в качестве которого использована, преимущественно, хромистая жаростойкая сталь, например марки 20X13. Каждый промежуточный участок 5 бочки 1 имеет длину (Lп.у), равную 0,035-0,036 длины (Lб) бочки 1, и выполнен из металла, коэффициент ударной вязкости которого равен 0,6-0,7 коэффициента ударной вязкости металла, из которого выполнен сопряженный с ним торцевой участок 4. При этом в качестве металла промежуточного участка 5 ролика использована хромомолибденовая сталь, например, марки 35 ХМФЛ В заявляемом ролике его центральная часть, расположенная между промежуточными участками 5, выполнена из металла с KCU=40-45 Дж/см 2 , например, из стали марки 25X1M1Ф.
Заявляемое конструктивное выполнение ролика позволяет создать зоны плавного изменения механических свойств металла, а именно, ударной вязкости, на участках ролика, особо подверженных разрушению металла от воздействия динамических нагрузок в процессе его работы. Причем изменение указанных свойств металла ролика обеспечивается как на поверхности, так и во всем его объеме путем постепенного уменьшения ударной вязкости металла в направлении от краев ролика к его центральной части. В результате этого, выполненные с обеих сторон ролика торцевые 4 и промежуточные 5 участки из металла с различным коэффициентом ударной вязкости обеспечивают плавное гашение возникающих при работе ролика напряжений на изгиб в направлении от краев ролика к его центру, предотвращая тем самым возникновение концентраторов напряжения на изгиб в местах сопряжения бочки 1 ролика с цапфами 2 и 3, что способствует защите металла от разрушения в указанных зонах ролика. Это приводит к повышению стойкости ролика, а, следовательно, к значительному увеличению срока его службы.
Нецелесообразно выполнять торцевые участки 4 ролика, имеющие длину (Lт.у) меньше, чем 0,071 Lб, где Lб - длина бочки 1, мм; из металла с KCU ниже 65 Дж/см 2 , а сопряженные с ними промежуточные участки 5, длина (Lп.у) которых меньше 0,035 Lб, из металла с KCU меньше, чем 0,6 KCU металла торцевого участка 4, так как в этом случае будет наблюдаться интенсивное разрушение металла ролика в местах сопряжения его бочки 1 с цапфами 2 и 3 под воздействием высоких ударных нагрузок (напряжений изгиба) в процессе работы ролика, что снизит срок его службы.
Нецелесообразно также выполнять торцевые участки 4 ролика, имеющие длину (Lт.у) больше 0,072 Lб, из металла с KCU, превышающим 70 Дж/см 2 , а сопряженные с ними промежуточные участки 5, длина которых больше 0,036 Lб, из металла, коэффициент ударной вязкости (KCU) которого превышает 0,7 KCU металла торцевого участка 4 бочки 1 ролика, в результате того, что чрезмерное повышение прочности торцевых 4 и промежуточных 5 участков не будет обеспечивать плавного гашения возникающих при работе ролика напряжений на изгиб в направлении от краев ролика 1 к его центру, что приведет к возникновению концентраторов напряжений изгиба в местах сопряжения их с бочкой 1 ролика и поломке его, т.е. снизится срок службы ролика.
Изготовление заявляемого ролика осуществляют методом электрошлакового переплава со специальным флюсом (шлаком), обеспечивающим высокое качество монолитного соединения металла торцевых участков 4 бочки 1 соответственно с опорной 3 и приводной 2 цапфами, а также монолитность соединения металла промежуточных участков 5 как с металлом центральной части ролика, так и с металлом торцевых участков 4 бочки 1 ролика.
Работает заявляемый ролик следующим образом.
Предварительно установленные в роликовую секцию МНЛЗ на две или три опоры ролики в парах (нижний-верхний) вращаются и перемещают зажатую между ними непрерывнолитую заготовку. При этом ролики воспринимают мощные изгибающие усилия от воздействия движущейся по ним заготовки. А так как по краям заявляемого ролика выполнены участки из металла с различными коэффициентами ударной вязкости, то возникающие концентраторы напряжений начинают плавно гаситься в направлении от металла торцевых участков 4 к промежуточным участкам 5 и далее к центральной части бочки 1 ролика. В результате этого предотвращается в указанных зонах ролика разрушение металла, а, следовательно, повышается стойкость ролика.
Таким образом, заявляемая конструкция ролика позволяет увеличить срок службы на 10-15% за счет повышения стойкости ролика. Так, например, стойкость ролика, взятого за прототип, составляет не более 2000 плавок, в то время как стойкость заявляемого ролика, опытные образцы которого были исследованы в условиях работы МНЛЗ 1 в кислородно-конвертерном цехе ОАО «ММК», составила 2200-2300 плавок.
1. Ролик машины непрерывного литья заготовок, содержащий металлическую бочку цилиндрической формы с приводной и опорной цапфами, отличающийся тем, что по краям бочки выполнены последовательно расположенные в направлении от цапф к металлической центральной части бочки торцевой и промежуточный участки, причем каждый торцевой участок имеет длину, равную 0,071-0,072 длины бочки, и выполнен из металла с коэффициентом ударной вязкости, равным 65-70 Дж/см 2 , а каждый промежуточный участок имеет длину, равную 0,035-0,036 длины бочки, и выполнен из металла, коэффициент ударной вязкости которого составляет 0,6-0,7 коэффициента ударной вязкости металла торцевого участка.
2. Ролик по п.1, отличающийся тем, что в качестве металла торцевого участка использована хромистая жаростойкая сталь.
3. Ролик по п.1, отличающийся тем, что в качестве металла промежуточного участка использована хромомолибденовая сталь.